< 家具木工丙級383題(01200A11)任選80題 >
免費免註冊,彰化一整天線上測驗:http://exam.bestdaylong.com/test6760.htm
| ( | ) | 1. | 平鉋機的鉋削自材料那一面鉋削? (1)材料右側 (2)材料上方 (3)材料下方 (4)材料左側 | ||
| ( | ) | 2. | 下列何種材料具備較佳彈性特質,最適合作為樂器製作材料 (1)紅檜、扁柏 (2)烏心石、樟木 (3)梧桐、泡桐 (4)柳安、雲材 | ||
| ( | ) | 3. | 研磨鉋刀時磨石上淋一些水,主要是為了 (1)使磨石耐久 (2)將磨屑沖掉 (3)冷卻 (4)省力 | ||
| ( | ) | 4. | 下列有關木材心材與邊材之敘述,何者錯誤? (1)心材顏色較濃 (2)邊材較粗鬆 (3)心材含水量較少 (4)心材收縮較大 | ||
| ( | ) | 5. | 下列那部手提電動工具最適合製作如下圖的凹槽?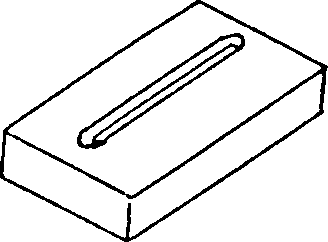 (1)手提鏈鋸機
(2)手提線鋸機
(3)手提電鑽
(4)手提花鉋機 (1)手提鏈鋸機
(2)手提線鋸機
(3)手提電鑽
(4)手提花鉋機
| ||
| ( | ) | 6. | 木材的纖維飽和點之含水量約為 (1)18% (2)100% (3)38% (4)28% | ||
| ( | ) | 7. | (本題刪題)木材一寸寬×一寸厚×一丈長,其材積為 (1)一立方公尺 (2)一板呎 (3)一板才 (4)一才 | ||
| ( | ) | 8. | 下列何者不是鑿削手工具? (1)圓鑿 (2)角鑿 (3)修鑿 (4)平鑿 | ||
| ( | ) | 9. | 製圖上標記圖的半徑時,一般在尺寸及文字前冠以何種半徑符號 (1)R (2)P (3)S (4)Q | ||
| ( | ) | 10. | 工件在砂磨後塗裝前 (1)直接塗裝 (2)必須清除工件表面的灰塵 (3)不須清除工件表面的灰塵 (4)視工作情形而定 | ||
| ( | ) | 11. | 使用手提式電鉋鉋削木材,如遇逆紋時應如何處理? (1)調換方向 (2)加快推進速度 (3)減慢推進速度 (4)增加鉋削量 | ||
| ( | ) | 12. | 材質穩定較不易變形的是 (1)橡木 (2)南洋白木 (3)楠木 (4)鐵杉 | ||
| ( | ) | 13. | 下列那一種接著劑膠合面,一經接觸就不能移動? (1)A、B膠 (2)強力膠 (3)白膠 (4)尿素膠 | ||
| ( | ) | 14. | 用帶鋸機鋸切時,下列那項因素和鋸切弧度無關? (1)鋸路大小 (2)鋸條寬窄 (3)鋸齒粗細 (4)鋸條的鬆緊度 | ||
| ( | ) | 15. | 大的方形框架,要校正其直角度,以何種方法較為方便正確? (1)水平儀 (2)量對角線等長 (3)量對邊等長 (4)用量角器 | ||
| ( | ) | 16. | 洋干漆在塗佈時最適合的方法是 (1)浸塗 (2)刷塗 (3)噴塗 (4)刮塗 | ||
| ( | ) | 17. | 洗漆刷的香蕉水要 (1)收入空罐備用 (2)倒回原桶香蕉水中 (3)任意放置 (4)馬上倒掉 | ||
| ( | ) | 18. | (本題刪題)二度底漆在塗佈板面時,比較有效的方法是 (1)刷塗 (2)噴塗 (3)刮塗 (4)浸塗 | ||
| ( | ) | 19. | 木材之膠合面與膠合的效果有關,最理想的是 (1)要有刮痕 (2)平直 (3)波浪狀 (4)光滑 | ||
| ( | ) | 20. | 合板的剖視符號為 (1) (2)
(2)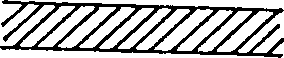 (3)
(3)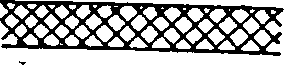 (4)
(4)
| ||
| ( | ) | 21. | 木材為何能浮於水面? (1)樹大的才能浮於水面 (2)樹小的才能浮於水面 (3)比重大 (4)比重輕 | ||
| ( | ) | 22. | 圓鋸機鋸木心板時,好的一面應朝 (1)上下均可 (2)視情形而定 (3)上 (4)下 | ||
| ( | ) | 23. | 長角尺用來 (1)測直角 (2)量水平 (3)測垂線 (4)量小孔深度 | ||
| ( | ) | 24. | 木工用尖頂鑽頭,當頂尖中心不正,鑽孔時 (1)孔徑變大 (2)孔徑縮小 (3)無影響 (4)鑽孔速率增加 | ||
| ( | ) | 25. | 在圓鋸機上,依木紋方向剖開木材最好使用 (1)綜合用鋸片 (2)槽鋸片 (3)縱開鋸片 (4)橫斷鋸片 | ||
| ( | ) | 26. | 家具用材一般以人工乾燥來控制含水率,所以 (1)不必行天然乾燥 (2)給予適當的時間預乾更好 (3)天然乾燥時間愈短愈好 (4)與天然乾燥時間無關 | ||
| ( | ) | 27. | 使用框鋸的正確方法為 (1)推時用力 (2)推拉皆須用力 (3)雙手握持操作 (4)拉時用力 | ||
| ( | ) | 28. | 下列何者為美耐板常用之規格種類? (1)4 尺×10尺及 4 尺×8 尺 (2)3 尺×5 尺及 4 尺×7 尺 (3)3 尺×6 尺及 4 尺×6 尺 (4)2 尺×5 尺及 4 尺×8 尺 | ||
| ( | ) | 29. | 鉛筆級別中之B表示 (1)硬而淡 (2)軟而黑 (3)硬 (4)淡 | ||
| ( | ) | 30. | 100 立方寸為 (1)15 才 (2)1 才 (3)10 才 (4)100 才 | ||
| ( | ) | 31. | 一般適用於戶外木器的膠合劑為 (1)強力膠 (2)尿素膠 (3)牛皮膠 (4)熱熔膠 | ||
| ( | ) | 32. | 夾背鋸操作施力的方式為 (1)拉 (2)推拉皆可 (3)視情形而定 (4)推 | ||
| ( | ) | 33. | 自由角規的主要用途在劃取 (1)任何角度 (2)三十度 (3)四十五度 (4)六十度 | ||
| ( | ) | 34. | 塗裝時,產生白化現象的主因是 (1)空氣太乾燥 (2)氣溫太高 (3)稀釋劑揮發得太慢 (4)空氣太潮濕 | ||
| ( | ) | 35. | 木材形成年輪是由 (1)夏材與冬材 (2)夏材與秋材 (3)秋材與冬材 構成 (4)春材與秋材 | ||
| ( | ) | 36. | 立軸機刀徑加大時,其轉速度應 (1)低 (2)高 (3)無關 (4)高低皆可 | ||
| ( | ) | 37. | 在薄板材鑽取通孔的要領是 (1)在底面墊一塊廢料 (2)鑽速愈慢愈好 (3)從兩面鑽 (4)從表面一次鑽穿 | ||
| ( | ) | 38. | 劃鳩尾榫時,下列何種工具最適合? (1)45度規 (2)直角規 (3)分規 (4)自由角規 | ||
| ( | ) | 39. | 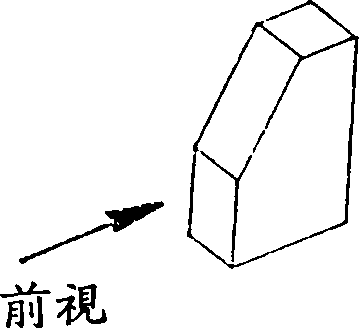 左圖的第一角法視圖為 (1) 左圖的第一角法視圖為 (1)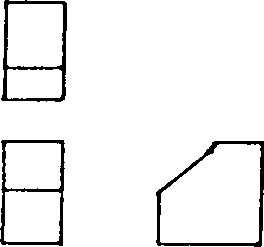 (2)
(2)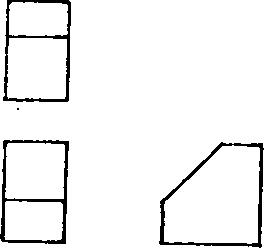 (3)
(3)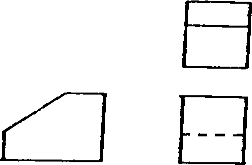 (4)
(4)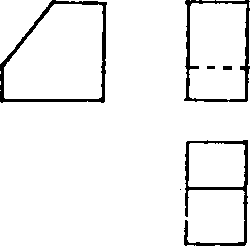
| ||
| ( | ) | 40. | (本題刪題)噴塗所用的塗料,其黏度應比刷塗 (1)高 (2)低 (3)相似 (4)與黏度無關 | ||
| ( | ) | 41. | 平放於桌面之木板,當變成 時,是因 (1)空氣溫度太低
(2)空氣濕度太高
(3)空氣濕度太低
(4)空氣溫度太高 時,是因 (1)空氣溫度太低
(2)空氣濕度太高
(3)空氣濕度太低
(4)空氣溫度太高
| ||
| ( | ) | 42. | 鉛筆心的硬度以下列何者為硬級? (1)F (2)H (3)B (4)HB | ||
| ( | ) | 43. | 平鉋機上方輸出滾輪之高低定位為 (1)與鉋削面無關 (2)略低於鉋削面 0.2~0.3 ㎜ (3)剛好與鉋削面等高 (4)略高於鉋削面 0.2~0.3 ㎜ | ||
| ( | ) | 44. | 香蕉水所使用之防白劑是由 (1)超低沸點 之溶劑組成 (2)高沸點 (3)中沸點 (4)低沸點 | ||
| ( | ) | 45. | B0 圖紙的面積為 (1)1.5 (2)1 平方公尺 (3)0.6 (4)0.8 | ||
| ( | ) | 46. | 洋干漆之稀釋劑一般用 (1)香蕉水 (2)松香水 (3)工業用酒精 (4)水 | ||
| ( | ) | 47. | 6 尺×2 寸×1 寸的木料 5 支,3 尺× 1 寸 5×1 寸 5 的木料 8 支共為 (1)114 才 (2)0.114 才 (3)1.14 才 (4)11.4 才 | ||
| ( | ) | 48. | 木螺釘號數愈大,表示 (1)螺距愈小 (2)螺桿直徑愈小 (3)螺桿直徑愈大 (4)螺距愈大 | ||
| ( | ) | 49. | 使用蒸氣乾燥窯乾燥木材時,初期要採取何種方式進行? (1)高濕低溫 (2)高濕高溫 (3)低濕高溫 (4)低濕低溫 | ||
| ( | ) | 50. | 搬線的工作應該選擇 (1)角尺 (2)直尺 (3)捲尺 (4)卡尺 | ||
| ( | ) | 51. | 市售夾板有各種尺寸,下列常見的規格為 (1)3 尺×3 尺 (2)3 尺×6 尺 (3)6 尺×6 尺 (4)1 尺×1 尺 | ||
| ( | ) | 52. | 指線是用於 (1)隱藏部份 (2)記入註解 (3)方向引導 (4)錯誤的更正標明 | ||
| ( | ) | 53. | 手壓鉋機每次鉋削的厚度限制在 (1)1~6 ㎜ (2)1~9 ㎜ (3)1~12㎜ (4)1~2 ㎜ | ||
| ( | ) | 54. | 下列哪一種劃線工具,可用以劃出各種不同的角度 (1)角尺 (2)分規 (3)自由角規 (4)長徑規 | ||
| ( | ) | 55. | 手工細平鉋之調整,壓鐵和刃口的距離約為 (1)0.8 ㎜ (2)1㎜ (3)0.3 ㎜ (4)0.6 ㎜ | ||
| ( | ) | 56. | 抽屜側板鉋溝槽,嵌入底板時,溝槽深度以側板厚之 (1)1/4 (2)1/5 較佳 (3)1/2 (4)1/3 | ||
| ( | ) | 57. | 木板經過乾燥後翹曲的方向,下列敘述何者錯誤 (1)毫無定律 (2)依樹種而異 (3)與乾燥方法有關 (4)與製材部位有關 | ||
| ( | ) | 58. | 用木纖維或其他植物纖維製成的是 (1)粒片板 (2)合板 (3)纖維板 (4)木心板 | ||
| ( | ) | 59. | 在無壓床加壓的情況下,在木面貼飾美耐板,以用那一種膠最方便? (1)強力膠 (2)尿素膠 (3)瞬間膠 (4)白膠 | ||
| ( | ) | 60. | 量測角度的工具是 (1)游標卡尺 (2)圓規 (3)自由角規 (4)分度器 | ||
| ( | ) | 61. | 上膠最重要的是 (1)使用精密工具 (2)快速佈膠 (3)上膠量要多 (4)佈膠均一 | ||
| ( | ) | 62. | 許多工廠在砂磨前將木面塗以極稀之底漆,待其乾固後再行砂磨,此種作業稱為 (1)打點 (2)打光 (3)木面膠固 (4)塗刷 | ||
| ( | ) | 63. | 表示物體的形狀或輪廓是以 (1)尺寸線 表示之 (2)實線 (3)投影線 (4)細實線 | ||
| ( | ) | 64. | 製作貫穿榫接合時,榫頭與榫孔的關係 (1)榫頭厚度大於榫孔 (2)榫長略長於孔深 (3)榫頭略短些 (4)榫長與孔深一樣 | ||
| ( | ) | 65. | 在轉速相同的鑽床,裝上不同直徑的鑽頭,兩者的切削速度 (1)大鑽頭的切削速度較大 (2)不變 (3)大鑽頭的切削速度較小 (4)小鑽頭的切削速度較大 | ||
| ( | ) | 66. | 下列那種工具在長而不平的表面,劃線最為方便? (1)長直尺 (2)墨斗 (3)捲尺 (4)劃線規 | ||
| ( | ) | 67. | 安裝線鋸機的鋸條首先應鎖緊的是 (1)上端 (2)下端 (3)上端或下端都可以 (4)視習慣而定 | ||
| ( | ) | 68. | 下列有關立軸機的敘述,何者錯誤? (1)立軸機可鉋削花邊 (2)立軸機不需導板可鉋削 (3)進料導板和出料導板可分別調整 (4)進料導板和出料導板在一直線不能調整 | ||
| ( | ) | 69. | 下列四種材料,以那種材質最硬? (1)木荷 (2)台灣杉 (3)台灣櫸 (4)扁柏 | ||
| ( | ) | 70. | 使用木釘接合時,每一接榫處之木釘數量不得少於 (1)三支 (2)四支 (3)一支 (4)二支 | ||
| ( | ) | 71. | 木材開始收縮是在 (1)細胞腔之自由水擴散時 (2)細胞壁之結合水擴散時 (3)樹液擴散時 (4)只要水份擴散就收縮 | ||
| ( | ) | 72. | 下列對一般平鉋機的敘述,何者錯誤? (1)厚度差異過大的木料不可同時鉋削 (2)平鉋機可鉋出等厚的木料 (3)平鉋機的下進料軸與鉋台面同高 (4)平鉋機之鉋刀軸在鉋台上方 | ||
| ( | ) | 73. | 使用手壓鉋機鉋削木材形成 現象是由於 (1)進料檯略高於切削圈
(2)出料檯略高於切削圈
(3)出料檯略低於切削圈
(4)進料檯略低於切削圈 現象是由於 (1)進料檯略高於切削圈
(2)出料檯略高於切削圈
(3)出料檯略低於切削圈
(4)進料檯略低於切削圈
| ||
| ( | ) | 74. | 三視圖中最常用的視圖是 (1)俯視、前視、右側視 (2)俯視、右側視、左側視 (3)俯視、仰視、右側視 (4)俯視、前視、仰視 | ||
| ( | ) | 75. | 平鉋機的滾軸,那一個呈齒輪狀? (1)上出料滾軸 (2)下出料滾軸 (3)上進料滾軸 (4)下進料滾軸 | ||
| ( | ) | 76. | 下列量測項目中,哪項最適合採用游標卡尺量測? (1)長度 (2)內圓直徑 (3)斜角 (4)寬度 | ||
| ( | ) | 77. | 白膠是屬於 (1)熱脆化性 之膠合劑 (2)熱可塑性 (3)熱硬化性 (4)熱揮發性 | ||
| ( | ) | 78. | 製圖比例如 1/2 即表示 (1)放大兩倍 (2)縮小一半 (3)放大 1/2 倍 (4)縮小為原來的 1/4 | ||
| ( | ) | 79. | 比重大的材料硬度高,所以 (1)扭翹變形較多 (2)不扭翹 (3)較穩定 (4)扭翹變形較少 | ||
| ( | ) | 80. | 使用手壓鉋機鉋木料數次後,材料成下圖 之尖斜狀是因為 (1)刀已鈍化
(2)出料台太低
(3)木料太硬了
(4)出料台略為過高 之尖斜狀是因為 (1)刀已鈍化
(2)出料台太低
(3)木料太硬了
(4)出料台略為過高
|