| ( | | ) | 1.
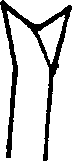
| 如下圖的手工鋸,下列何者為適用於木材的橫切?(1)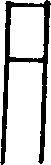 (2)
(2)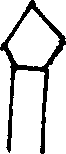 (3)
(3)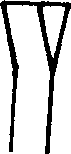 (4)
(4)
|
| ( | | ) | 2.
| 當刀刃有少許缺口,磨刀時 (1)用粗磨石研磨即可
(2)先用粗磨石,再用細磨石研磨
(3)按粗、中、細的順序研磨
(4)先用細磨石,再用粗磨石研磨
|
| ( | | ) | 3.
| 大量鋸切 45 度斜角可以 (1)劃線後鋸切
(2)坐下來工作
(3)直接切削
(4)依靠工模
|
| ( | | ) | 4.
| 為求鉋削非常準確之平面及木板併合之工作時,應該選用 (1)短鉋
(2)細鉋
(3)長鉋
(4)中鉋
|
| ( | | ) | 5.
| 帶鋸機工作檯面的尺寸是隨帶輪的尺寸 (1)減小而增大
(2)無關
(3)增大而增大
(4)增大而減小
|
| ( | | ) | 6.
| 就手鉋刃口與壓鐵的距離而言,粗鉋比細鉋 (1)大
(2)小
(3)一樣
(4)無法比較
|
| ( | | ) | 7.
| 嵌槽鉋的割刀,其刀刃 (1)略縮於鉋刀
(2)與鉋台齊平
(3)略突於鉋刀刀刃
(4)與鉋刀齊平
|
| ( | | ) | 8.
| 用於鑽深孔的鑽頭是用 (1)長桿鑽頭
(2)擴孔鑽頭
(3)沉孔鑽頭
(4)麻花鑽頭
|
| ( | | ) | 9.
| 圓鋸機鋸切木材時,為安全起見鋸片高度以超出材料厚度 (1)3 ㎜左右
(2)6㎜左右
(3)10 ㎜以上
(4)同材料齊 為宜
|
| ( | | ) | 10.
| 一般細木工使用的鋸切工具,齒鋸最小的是 (1)縱開鋸
(2)橫斷鋸
(3)夾背鋸
(4)鼠尾鋸
|
| ( | | ) | 11.
| (本題刪題)手鉋刀的刀刃角度一般為: α= (1)10°~20°
(2)20°~30°
(3)30°~40°
(4)40°~50° α= (1)10°~20°
(2)20°~30°
(3)30°~40°
(4)40°~50°
|
| ( | | ) | 12.
| 嵌槽鉋之割刀,其調整的要領類似 (1)邊鉋
(2)粗平鉋
(3)內圓鉋
(4)溝鉋
|
| ( | | ) | 13.
| 修整手工鉋刀檯面最好是使用 (1)手壓鉋機
(2)平鉋機
(3)砂盤機
(4)刮鉋
|
| ( | | ) | 14.
| 使用框鋸的正確方法為 (1)雙手握持操作
(2)拉時用力
(3)推時用力
(4)推拉皆須用力
|
| ( | | ) | 15.
| 對於切削工具,下列敘述何者為正確? (1)增大切削角較為省力
(2)鉋硬木材之刀刃角要小些
(3)鉋軟木材之刀刃角約為 20°~25°
(4)鉋削量較薄時撕裂較深
|
| ( | | ) | 16.
| 木工用雙面鋸亦稱為 (1)夾板鋸
(2)中國鋸
(3)日本鋸
(4)歐美鋸
|
| ( | | ) | 17.
| 鋸路的主要目的在於 (1)防止磨擦
(2)促進鋸屑之排洩及防止磨擦
(3)防止撕裂
(4)保護木材
|
| ( | | ) | 18.
| 運轉中之平鉋機,如有材料停滯現象時,要 (1)停車檢查
(2)降低進料檯面
(3)低下頭察看
(4)推一下材料試試
|
| ( | | ) | 19.
| 操作帶鋸機時,最先要做下列哪一項動作 (1)調整靠板
(2)按電鈕
(3)調整導引裝置之高度
(4)上緊鋸條
|
| ( | | ) | 20.
| 嵌槽鉋調整的方法與 (1)細平鉋
(2)粗鉋
(3)內圓鉋 相同
(4)溝鉋
|