| (1) | 1.圖學的兩個要素是 (工作項目01:識圖009) |
| * | (1) | 線條與文字 |
| (2) | 線條與尺寸 |
| (3) | 比例與文字 |
| (4) | 符號與說明 |
| | |
| (1) | 2.下圖 之剖面符號為 (工作項目01:識圖018) 之剖面符號為 (工作項目01:識圖018) |
| * | (1) | 先鑲邊後貼簿片 |
| (2) | 先貼薄片後鑲邊 |
| (3) | 膠合符號 |
| (4) | 玻璃符號 |
| | |
| (3) | 3.下圖 之劃法為第幾角劃法? (工作項目01:識圖021) 之劃法為第幾角劃法? (工作項目01:識圖021) |
| (1) | 一 |
| (2) | 二 |
| * | (3) | 三 |
| (4) | 四 |
| | |
| (2) | 4.製圖比例如 1/2 即表示 (工作項目01:識圖023) |
| (1) | 放大兩倍 |
| * | (2) | 縮小一半 |
| (3) | 放大 1/2 倍 |
| (4) | 縮小為原來的 1/4 |
| | |
| (2) | 5.依我國木工專業製圖國家標準, 符號表示 (工作項目01:識圖025) |
| (1) | 膠合位置 |
| * | (2) | 木理方向 |
| (3) | 表面使用之材料 |
| (4) | 組合部位 |
| | |
| (4) | 6.木質板先以實木單板貼面後,再以實木封邊,其表示方式為下列何者? (工作項目01:識圖026) |
| (1) |  |
| (2) |  |
| (3) |  |
| * | (4) |  |
| | |
| (1) | 7.尺度標註中,D表示 (工作項目01:識圖030) |
| * | (1) | 直徑 |
| (2) | 半徑 |
| (3) | 圓 |
| (4) | 角度 |
| | |
| (3) | 8.正八邊形的內角和為多少度? (工作項目01:識圖035) |
| (1) | 360 度 |
| (2) | 720 度 |
| * | (3) | 1080 度 |
| (4) | 1440 度 |
| | |
| (4) | 9.A1 圖紙之尺寸為 (工作項目01:識圖040) |
| (1) | 841 ㎜×1189 ㎜ |
| (2) | 1030 ㎜×1456 ㎜ |
| (3) | 728 ㎜×1030 ㎜ |
| * | (4) | 594 ㎜×841 ㎜ |
| | |
| (2) | 10.尺度界線需凸出尺度線外約 (工作項目01:識圖045) |
| (1) | 1~2 |
| * | (2) | 2~3 |
| (3) | 3~4 |
| (4) | 4~5 ㎜ |
| | |
| (4) | 11.游標卡尺不能測量 (工作項目02:量具之使用002) |
| (1) | 外徑 |
| (2) | 內徑 |
| (3) | 深度 |
| * | (4) | 角度 |
| | |
| (3) | 12.量 頭應使用下列何種量具較為精確? (工作項目02:量具之使用006) 頭應使用下列何種量具較為精確? (工作項目02:量具之使用006) |
| (1) | 捲尺 |
| (2) | 鋼尺 |
| * | (3) | 游標卡尺 |
| (4) | 折尺 |
| | |
| (1) | 13.我國推行 (工作項目02:量具之使用012) |
| * | (1) | 公制單位 |
| (2) | 英制單位 |
| (3) | 台制單位 |
| (4) | 日制單位 |
| | |
| (3) | 14.任意角度之畫線時應使用何種工具? (工作項目03:劃線001) |
| (1) | 角尺 |
| (2) | 鋼尺 |
| * | (3) | 自由角規 |
| (4) | 分規 |
| | |
| (3) | 15.製造家具在劃線以前必須先 (工作項目03:劃線010) |
| (1) | 熟記尺寸 |
| (2) | 做上記號 |
| * | (3) | 注意材料紋理、顏色、材面 |
| (4) | 修整端面 |
| | |
| (1) | 16.搬線的工作應該選擇 (工作項目03:劃線014) |
| * | (1) | 角尺 |
| (2) | 直尺 |
| (3) | 捲尺 |
| (4) | 卡尺 |
| | |
| (4) | 17.下列四種材料,以那種材質最硬? (工作項目04:材料之識別008) |
| (1) | 扁柏 |
| (2) | 木荷 |
| (3) | 台灣杉 |
| * | (4) | 台灣櫸 |
| | |
| (3) | 18.下列木材中,耐用年限最長的是 (工作項目04:材料之識別020) |
| (1) | 杉木 |
| (2) | 松木 |
| * | (3) | 檜木 |
| (4) | 楠木 |
| | |
| (2) | 19.生材含水量的差異,下列何者正確? (工作項目04:材料之識別021) |
| (1) | 闊葉樹材與針葉樹材相同 |
| * | (2) | 邊材大於心材 |
| (3) | 冬季伐木大於夏季伐木 |
| (4) | 針葉樹材大於闊葉樹材 |
| | |
| (2) | 20.最容易使木材發生乾裂或翹曲的環境為 (工作項目04:材料之識別025) |
| (1) | 高溫高濕 |
| * | (2) | 高溫低濕 |
| (3) | 低溫低濕 |
| (4) | 低溫高濕 |
| | |
| (1) | 21.夾板為多層板所組合,通常為 (工作項目04:材料之識別039) |
| * | (1) | 奇數層 |
| (2) | 偶數層 |
| (3) | 隨厚度決定奇偶數層 |
| (4) | 與層數無關 |
| | |
| (3) | 22.市售夾板有各種尺寸,下列常見的規格為 (工作項目04:材料之識別040) |
| (1) | 1 尺×1 尺 |
| (2) | 3 尺×3 尺 |
| * | (3) | 3 尺×6 尺 |
| (4) | 6 尺×6 尺 |
| | |
| (1) | 23.木材形成年輪是由 (工作項目04:材料之識別043) |
| * | (1) | 春材與秋材 |
| (2) | 夏材與冬材 |
| (3) | 夏材與秋材 |
| (4) | 秋材與冬材 構成 |
| | |
| (3) | 24.下列何種材料具備較佳彈性特質,最適合作為樂器製作材料 (工作項目04:材料之識別045) |
| (1) | 紅檜、扁柏 |
| (2) | 烏心石、樟木 |
| * | (3) | 梧桐、泡桐 |
| (4) | 柳安、雲材 |
| | |
| (3) | 25.合板之長、寬方向強度相等的原因,下列何者正確? (工作項目04:材料之識別053) |
| (1) | 合板由單板層疊而成 |
| (2) | 合板層數為奇數 |
| * | (3) | 各單板木理方向成直角相交拼成 |
| (4) | 合板上膠 |
| | |
| (3) | 26.台灣地區的木材平均含水率約在 (工作項目04:材料之識別056) |
| (1) | 8%~9% |
| (2) | 10%~12% |
| * | (3) | 16%~17% |
| (4) | 19%~20% |
| | |
| (1) | 27.使用蒸氣乾燥窯乾燥木材時,初期要採取何種方式進行? (工作項目04:材料之識別058) |
| * | (1) | 高濕低溫 |
| (2) | 高濕高溫 |
| (3) | 低濕高溫 |
| (4) | 低濕低溫 |
| | |
| (1) | 28.如下圖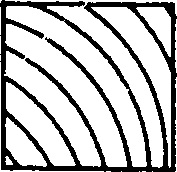 ,未乾燥前的一塊正方形角材如下圖,乾燥收縮後會變成如虛線的形狀,何者正確? (工作項目04:材料之識別059) ,未乾燥前的一塊正方形角材如下圖,乾燥收縮後會變成如虛線的形狀,何者正確? (工作項目04:材料之識別059) |
| * | (1) | 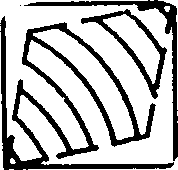 |
| (2) |  |
| (3) | 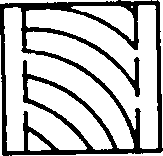 |
| (4) | 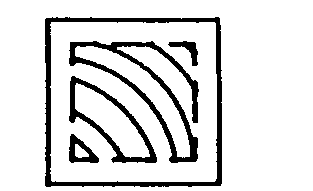 |
| | |
| (4) | 29.下列那種木材表面的貼飾材料最能耐磨? (工作項目04:材料之識別060) |
| (1) | PVC 塑膠皮 |
| (2) | 木材薄片 |
| (3) | 木材單板 |
| * | (4) | 美耐板 |
| | |
| (3) | 30.下列何種翹曲之木板最難加工 (工作項目04:材料之識別063) |
| (1) | 瓦狀翹曲 |
| (2) | 弓狀翹曲 |
| * | (3) | 捩轉翹曲 |
| (4) | 駝背翹曲 |
| | |
| (1) | 31.附著在細胞壁的水,稱為 (工作項目04:材料之識別064) |
| * | (1) | 吸著水 |
| (2) | 自由水 |
| (3) | 游離水 |
| (4) | 重水 |
| | |
| (2) | 32.下列何者為美耐板常用之規格種類? (工作項目05:手工具之使用與研磨073) |
| (1) | 2 尺×5 尺及 4 尺×8 尺 |
| * | (2) | 4 尺×10尺及 4 尺×8 尺 |
| (3) | 3 尺×5 尺及 4 尺×7 尺 |
| (4) | 3 尺×6 尺及 4 尺×6 尺 |
| | |
| (1) | 33.手工細平鉋之調整,壓鐵和刃口的距離約為 (工作項目05:手工具之使用與研磨007) |
| * | (1) | 0.3 ㎜ |
| (2) | 0.6 ㎜ |
| (3) | 0.8 ㎜ |
| (4) | 1㎜ |
| | |
| (2) | 34.鑿削軟材之鑿刀,其刀刃角為 (工作項目05:手工具之使用與研磨009) |
| (1) | 10°~15° |
| * | (2) | 20°~25° |
| (3) | 30°~35° |
| (4) | 35°~45° |
| | |
| (4) | 35.以下敘述何種不正確? (工作項目05:手工具之使用與研磨015) |
| (1) | 水平儀是檢查工作物表面是否水平 |
| (2) | 水平儀是檢查工作物表面是否有傾斜 |
| (3) | 校對真實水平面,水平儀氣泡應在中間 |
| * | (4) | 水平儀可同時測量水平與垂直 |
| | |
| (2) | 36.夾背鋸操作施力的方式為 (工作項目05:手工具之使用與研磨017) |
| (1) | 推 |
| * | (2) | 拉 |
| (3) | 推拉皆可 |
| (4) | 視情形而定 |
| | |
| (4) | 37.手工鋸榫頭時應 (工作項目05:手工具之使用與研磨021) |
| (1) | 上寬下窄 |
| (2) | 下寬上窄 |
| (3) | 線內平直 |
| * | (4) | 線外平直 |
| | |
| (2) | 38.修整手工鉋刀檯面最好是使用 (工作項目05:手工具之使用與研磨025) |
| (1) | 砂盤機 |
| * | (2) | 刮鉋 |
| (3) | 手壓鉋機 |
| (4) | 平鉋機 |
| | |
| (3) | 39.操作帶鋸機時,最先要做下列哪一項動作 (工作項目05:手工具之使用與研磨028) |
| (1) | 按電鈕 |
| (2) | 調整導引裝置之高度 |
| * | (3) | 上緊鋸條 |
| (4) | 調整靠板 |
| | |
| (1) | 40.帶鋸機工作檯面的尺寸是隨帶輪的尺寸 (工作項目05:手工具之使用與研磨030) |
| * | (1) | 增大而增大 |
| (2) | 增大而減小 |
| (3) | 減小而增大 |
| (4) | 無關 |
| | |
| (4) | 41.用於鑽深孔的鑽頭是用 (工作項目05:手工具之使用與研磨040) |
| (1) | 擴孔鑽頭 |
| (2) | 沉孔鑽頭 |
| (3) | 麻花鑽頭 |
| * | (4) | 長桿鑽頭 |
| | |
| (1) | 42.嵌槽鉋之割刀,其調整的要領類似 (工作項目05:手工具之使用與研磨041) |
| * | (1) | 溝鉋 |
| (2) | 邊鉋 |
| (3) | 粗平鉋 |
| (4) | 內圓鉋 |
| | |
| (4) | 43.區分磨石的粗細程度是以其 (工作項目05:手工具之使用與研磨046) |
| (1) | 顏色 |
| (2) | 長短大小 |
| (3) | 材料品質 |
| * | (4) | 粒號 為標準 |
| | |
| (3) | 44.修整手鉋的木質誘導面時,為提高精度,最好作法為 (工作項目05:手工具之使用與研磨052) |
| (1) | 將刀片卸下 |
| (2) | 盡量退刀 |
| * | (3) | 保持最大張力,但刀刃不露出 |
| (4) | 退下壓鐵 |
| | |
| (1) | 45.下列哪部手提電動工具最適合製作如下圖的凹槽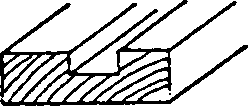 (工作項目06:手提電動工具之使用002) (工作項目06:手提電動工具之使用002) |
| * | (1) | 手提花鉋機 |
| (2) | 手提鏈鋸機 |
| (3) | 手提線鋸機 |
| (4) | 手提電鑽 |
| | |
| (2) | 46.使用手提式電鉋鉋削木材,如遇逆紋時應如何處理? (工作項目06:手提電動工具之使用003) |
| (1) | 增加鉋削量 |
| * | (2) | 調換方向 |
| (3) | 加快推進速度 |
| (4) | 減慢推進速度 |
| | |
| (1) | 47.檢查砂輪是否有裂痕其正確方法是 (工作項目06:手提電動工具之使用010) |
| * | (1) | 拿小鐵鎚或木鎚輕敲打 |
| (2) | 拿橡皮鎚輕輕敲打 |
| (3) | 拿放大鏡細心觀察 |
| (4) | 目測 |
| | |
| (1) | 48.平鉋機上方輸出滾輪之高低定位為 (工作項目07:基本木工機器之使用009) |
| * | (1) | 略低於鉋削面 0.2~0.3 ㎜ |
| (2) | 剛好與鉋削面等高 |
| (3) | 略高於鉋削面 0.2~0.3 ㎜ |
| (4) | 與鉋削面無關 |
| | |
| (3) | 49.手壓鉋機的主要規格是依據其 (工作項目07:基本木工機器之使用011) |
| (1) | 台面長度 |
| (2) | 台面高度 |
| * | (3) | 台面寬度 |
| (4) | 馬力數 來表示之 |
| | |
| (3) | 50.下列那一項,對手壓鉋機的敘述是錯的? (工作項目07:基本木工機器之使用027) |
| (1) | 鉋平面時,進料台比出料台低 |
| (2) | 操作不當,材料會被打回 |
| * | (3) | 進料的速度和材料的平滑度無關 |
| (4) | 太短的材料不可在手壓鉋機鉋削 |
| | |
| (4) | 51.使用平鉋機鉋削木材,材料最短的限制是 (工作項目07:基本木工機器之使用036) |
| (1) | 台面尺寸 |
| (2) | 刀片數 |
| (3) | 木材軟硬度 |
| * | (4) | 進料軸和出料軸的距離 |
| | |
| (2) | 52.下列哪一種機器最適合開槽? (工作項目07:基本木工機器之使用037) |
| (1) | 帶鋸機 |
| * | (2) | 圓鋸機 |
| (3) | 手壓鉋機 |
| (4) | 線鋸機 |
| | |
| (2) | 53.要鉋削下圖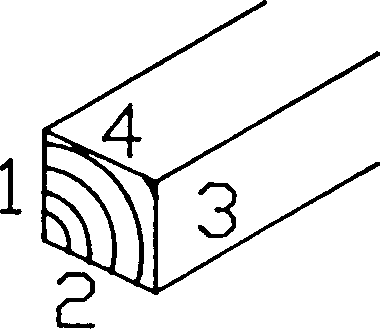 木材成方型角,用那種方法最佳? (工作項目07:基本木工機器之使用040) 木材成方型角,用那種方法最佳? (工作項目07:基本木工機器之使用040) |
| (1) | 1、3 面先用手壓鉋機,2、4 面再用平鉋機 |
| * | (2) | 1、2 面先用手壓鉋機,3、4 面再用平鉋機 |
| (3) | 1、2、3、4 面都用平鉋機 |
| (4) | 1、2、3、4 面都用手壓鉋機 |
| | |
| (3) | 54.在轉速相同的鑽床,裝上不同直徑的鑽頭,兩者的切削速度 (工作項目07:基本木工機器之使用047) |
| (1) | 大鑽頭的切削速度較小 |
| (2) | 小鑽頭的切削速度較大 |
| * | (3) | 大鑽頭的切削速度較大 |
| (4) | 不變 |
| | |
| (2) | 55.下列那部機器在操作時,工作物不易造成反擊的現象? (工作項目07:基本木工機器之使用053) |
| (1) | 手壓鉋機 |
| * | (2) | 帶鋸機 |
| (3) | 立軸機 |
| (4) | 圓鋸機 |
| | |
| (3) | 56.下列有關立軸機的敘述,何者錯誤? (工作項目07:基本木工機器之使用056) |
| (1) | 立軸機不需導板可鉋削 |
| (2) | 進料導板和出料導板可分別調整 |
| * | (3) | 進料導板和出料導板在一直線不能調整 |
| (4) | 立軸機可鉋削花邊 |
| | |
| (2) | 57.用手壓鉋機鉋削材料的厚度,要如何調整? (工作項目07:基本木工機器之使用057) |
| (1) | 調整出料台 |
| * | (2) | 調整進料台 |
| (3) | 調整導板 |
| (4) | 調整鉋刀 |
| | |
| (1) | 58.手壓鉋機欲準確鉋削,則出料檯高度與切削圈 (工作項目07:基本木工機器之使用071) |
| * | (1) | 等高 |
| (2) | 稍高 |
| (3) | 稍低 |
| (4) | 無關 |
| | |
| (4) | 59.使用機械的時候要 (工作項目07:基本木工機器之使用072) |
| (1) | 儘量使用高轉速 |
| (2) | 儘量使用低轉速 |
| (3) | 不用考慮轉速 |
| * | (4) | 依工作性質而選定轉速 |
| | |
| (1) | 60.當我們要卸下圓鋸片時 (工作項目07:基本木工機器之使用076) |
| * | (1) | 扳手要順鋸片旋轉方向施力 |
| (2) | 扳手轉向後面 |
| (3) | 扳手逆鋸片旋轉方向施力 |
| (4) | 用鐵鎚輕敲鋸片使其鬆動 |
| | |
| (4) | 61.每天收工前要把帶鋸機 (工作項目07:基本木工機器之使用085) |
| (1) | 注黃油 |
| (2) | 取下鋸條 |
| (3) | 上緊鋸條 |
| * | (4) | 放鬆鋸條 |
| | |
| (1) | 62.手壓鉋機每次鉋削的厚度限制在 (工作項目07:基本木工機器之使用088) |
| * | (1) | 1~2 ㎜ |
| (2) | 1~6 ㎜ |
| (3) | 1~9 ㎜ |
| (4) | 1~12㎜ |
| | |
| (3) | 63.木螺釘的規格如為 1"#7,#7 表示 (工作項目08:接合001) |
| (1) | 釘長 |
| (2) | 螺距 |
| * | (3) | 螺桿直徑 |
| (4) | 所用材質 |
| | |
| (4) | 64.釘接時下列何者敘述錯誤? (工作項目08:接合012) |
| (1) | 釘接硬材時,釘子可較短些 |
| (2) | 平行木理釘接時,釘子要較長些 |
| (3) | 垂直木理釘接較牢 |
| * | (4) | 平行木理釘接釘著力較強 |
| | |
| (4) | 65.木材之膠合面與膠合的效果有關,最理想的是 (工作項目08:接合017) |
| (1) | 波浪狀 |
| (2) | 光滑 |
| (3) | 要有刮痕 |
| * | (4) | 平直 |
| | |
| (2) | 66.選擇鐵釘之長度要視木板的厚度而定,通常為板厚的 (工作項目08:接合021) |
| (1) | 2 倍長 |
| * | (2) | 3 倍長 |
| (3) | 4 倍長 |
| (4) | 5 倍長 |
| | |
| (3) | 67.門框的減 通常是以門框材寬度的 (工作項目08:接合034) 通常是以門框材寬度的 (工作項目08:接合034) |
| (1) | 五分之一 |
| (2) | 四分之一 |
| * | (3) | 三分之一 |
| (4) | 二分之一 為宜 |
| | |
| (1) | 68.框架結構以採用下列哪種接合方式較佳? (工作項目08:接合036) |
| * | (1) | 榫接 |
| (2) | 膠接 |
| (3) | 鐵釘接 |
| (4) | 木釘接 |
| | |
| (2) | 69.在無壓床加壓的情況下,在木面貼飾美耐板,以用那一種膠最方便? (工作項目08:接合039) |
| (1) | 白膠 |
| * | (2) | 強力膠 |
| (3) | 尿素膠 |
| (4) | 瞬間膠 |
| | |
| (2) | 70.木螺釘號數愈大,表示 (工作項目08:接合042) |
| (1) | 螺桿直徑愈小 |
| * | (2) | 螺桿直徑愈大 |
| (3) | 螺距愈大 |
| (4) | 螺距愈小 |
| | |
| (3) | 71.洋干漆之稀釋劑一般用 (工作項目09:塗裝005) |
| (1) | 香蕉水 |
| (2) | 松香水 |
| * | (3) | 工業用酒精 |
| (4) | 水 |
| | |
| (1) | 72.染料乃是一種 (工作項目09:塗裝008) |
| * | (1) | 透明性良好 |
| (2) | 透明性不良 |
| (3) | 半透明 |
| (4) | 不透明 的著色材料 |
| | |
| (3) | 73.塗裝時所用的抹布應該選擇 (工作項目09:塗裝009) |
| (1) | 毛質品 |
| (2) | 合成纖維 |
| * | (3) | 棉質品 |
| (4) | 絲織品 |
| | |
| (2) | 74.一度底漆最主要的功用在於 (工作項目09:塗裝015) |
| (1) | 填眼 |
| * | (2) | 防止木材吐油 |
| (3) | 防止木材腐朽 |
| (4) | 增加美觀性 |
| | |
| (3) | 75.(本題刪題)二度底漆在塗佈板面時,比較有效的方法是 (工作項目09:塗裝020) |
| (1) | 浸塗 |
| (2) | 刷塗 |
| * | (3) | 噴塗 |
| (4) | 刮塗 |
| | |
| (4) | 76.填眼工作最有效果的方法是 (工作項目09:塗裝021) |
| (1) | 噴塗 |
| (2) | 刷塗 |
| (3) | 研磨法 |
| * | (4) | 刮塗 |
| | |
| (2) | 77.砂磨時會產生多量白色細粉的塗料為 (工作項目09:塗裝024) |
| (1) | 一度底漆 |
| * | (2) | 二度底漆 |
| (3) | 洋干漆 |
| (4) | 面漆 |
| | |
| (3) | 78.(本題刪題)噴漆時,產生桔皮紋的原因為 (工作項目09:塗裝026) |
| (1) | 噴槍距離過近 |
| (2) | 塗料粘度太低 |
| * | (3) | 塗料粘度太高 |
| (4) | 空氣濕度太高 |
| | |
| (1) | 79.下列何種塗料需加入硬化劑才能硬化 (工作項目09:塗裝029) |
| * | (1) | 優力但 |
| (2) | 清噴漆 |
| (3) | 油性凡立水 |
| (4) | 洋干漆 |
| | |
| (1) | 80.膠固木面,防止材料吐油的塗料俗稱 (工作項目09:塗裝030) |
| * | (1) | 一度底漆 |
| (2) | 二度底漆 |
| (3) | 填眼漆 |
| (4) | 面漆 |
| | |

