| (1) | 1.-----此種線條表示 (工作項目01:識圖002) |
| * | (1) | 隱藏線 |
| (2) | 輪廓線 |
| (3) | 中心線 |
| (4) | 短斷線 |
| | |
| (1) | 2.在右圖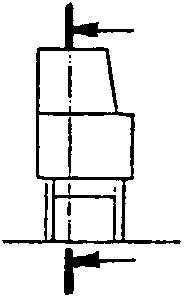 中符號表示 (工作項目01:識圖007) 中符號表示 (工作項目01:識圖007) |
| * | (1) | 剖面線 |
| (2) | 中心線 |
| (3) | 折斷線 |
| (4) | 假想線 |
| | |
| (2) | 3.四開圖紙是指全開紙連摺 (工作項目01:識圖008) |
| (1) | 一次 |
| * | (2) | 二次 |
| (3) | 三次 |
| (4) | 四次 |
| | |
| (4) | 4.旋轉剖面通常是將剖視圖上旋轉 (工作項目01:識圖011) |
| (1) | 30 度 |
| (2) | 45 度 |
| (3) | 60 度 |
| * | (4) | 90 度 |
| | |
| (4) | 5.木質板先以實木單板貼面後,再以實木封邊,其表示方式為下列何者? (工作項目01:識圖026) |
| (1) | 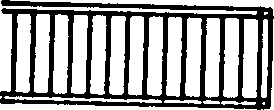 |
| (2) |  |
| (3) | 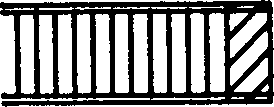 |
| * | (4) | 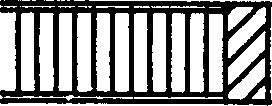 |
| | |
| (2) | 6.剖面線通常會與水平線成幾度? (工作項目01:識圖032) |
| (1) | 30° |
| * | (2) | 45° |
| (3) | 60° |
| (4) | 90° |
| | |
| (3) | 7.正八邊形的內角和為多少度? (工作項目01:識圖035) |
| (1) | 360 度 |
| (2) | 720 度 |
| * | (3) | 1080 度 |
| (4) | 1440 度 |
| | |
| (1) | 8.依第三角投影法,排列在前視圖上方為 (工作項目01:識圖036) |
| * | (1) | 俯視圖 |
| (2) | 仰視圖 |
| (3) | 右側視圖 |
| (4) | 左側視圖 |
| | |
| (3) | 9.所謂 150 磅圖紙,是指全開圖紙共 (工作項目01:識圖038) |
| (1) | 120 張 |
| (2) | 240 張 |
| * | (3) | 500 張 |
| (4) | 600 張的重量 |
| | |
| (2) | 10.線條之優先順序,下列何者正確 (工作項目01:識圖042) |
| (1) | |
| * | (2) | 虛線、中心線、粗實線 |
| (3) | 粗實線、虛線、中心線 |
| (4) | 中心線、粗實線、虛線 ?中心線、虛線、粗實線 |
| | |
| (2) | 11.三視圖中最常用的視圖是 (工作項目01:識圖043) |
| (1) | 俯視、前視、仰視 |
| * | (2) | 俯視、前視、右側視 |
| (3) | 俯視、右側視、左側視 |
| (4) | 俯視、仰視、右側視 |
| | |
| (1) | 12.尺度界線通常與輪廓線需留有 (工作項目01:識圖044) |
| * | (1) | 1 ㎜ |
| (2) | 2 ㎜ |
| (3) | 3 ㎜ |
| (4) | 4 ㎜ 之空隙 |
| | |
| (2) | 13.尺度界線需凸出尺度線外約 (工作項目01:識圖045) |
| (1) | 1~2 |
| * | (2) | 2~3 |
| (3) | 3~4 |
| (4) | 4~5 ㎜ |
| | |
| (4) | 14.割面線上之箭頭用以表示 (工作項目01:識圖046) |
| (1) | 切割之方向 |
| (2) | 畫剖面線之斜度方向 |
| (3) | 應注意之方向 |
| * | (4) | 視線之方向 |
| | |
| (1) | 15.一英寸等於 (工作項目02:量具之使用001) |
| * | (1) | 25.4 ㎜ |
| (2) | 2.54 ㎜ |
| (3) | 12 ㎜ |
| (4) | 10 ㎜ |
| | |
| (4) | 16.游標卡尺之量度最小讀數值為 (工作項目02:量具之使用010) |
| (1) | 0.05 公厘 |
| (2) | 0.5 公厘 |
| (3) | 0.1 公厘 |
| * | (4) | 0.01公厘 |
| | |
| (4) | 17.下列何者不是劃線的工具? (工作項目03:劃線007) |
| (1) | 鋼尺 |
| (2) | 自由角尺 |
| (3) | 墨斗 |
| * | (4) | 鉛垂 |
| | |
| (3) | 18.劃鳩尾榫時,下列何種工具最適合? (工作項目03:劃線012) |
| (1) | 直角規 |
| (2) | 分規 |
| * | (3) | 自由角規 |
| (4) | 45度規 |
| | |
| (3) | 19.在木板上劃縱向平行線最好的工具是 (工作項目03:劃線018) |
| (1) | 直角規 |
| (2) | 直尺 |
| * | (3) | 劃線規 |
| (4) | 分規 |
| | |
| (1) | 20.一立方公尺等於 (工作項目04:材料之識別005) |
| * | (1) | 423.7737 板呎 |
| (2) | 413.7737 板呎 |
| (3) | 443.7737 板呎 |
| (4) | 433.7737 板呎 |
| | |
| (2) | 21.經過人工乾燥後,木材的切削抵抗力是 (工作項目04:材料之識別009) |
| (1) | 不變 |
| * | (2) | 增加 |
| (3) | 減少 |
| (4) | 無關 |
| | |
| (2) | 22.一般從年輪可算出樹齡,每一圈正常年輪為 (工作項目04:材料之識別016) |
| (1) | 半年 |
| * | (2) | 一年 |
| (3) | 二年 |
| (4) | 三年 |
| | |
| (1) | 23.木板經過乾燥後翹曲的方向,下列敘述何者錯誤 (工作項目04:材料之識別019) |
| * | (1) | 毫無定律 |
| (2) | 依樹種而異 |
| (3) | 與乾燥方法有關 |
| (4) | 與製材部位有關 |
| | |
| (2) | 24.生材含水量的差異,下列何者正確? (工作項目04:材料之識別021) |
| (1) | 闊葉樹材與針葉樹材相同 |
| * | (2) | 邊材大於心材 |
| (3) | 冬季伐木大於夏季伐木 |
| (4) | 針葉樹材大於闊葉樹材 |
| | |
| (2) | 25.1 才為 (工作項目04:材料之識別027) |
| (1) | 1 立方公尺 |
| * | (2) | 1 尺正方一寸厚 |
| (3) | 1 寸正方 1 尺長 |
| (4) | 1 立方尺 |
| | |
| (3) | 26.下列樹種何者不是闊葉樹材? (工作項目04:材料之識別029) |
| (1) | 烏心石 |
| (2) | 櫸木 |
| * | (3) | 肖楠 |
| (4) | 柚木 |
| | |
| (1) | 27.外銷家具之木材含水量最好控制在 (工作項目04:材料之識別032) |
| * | (1) | 12%以下 |
| (2) | 13%~16% |
| (3) | 17%~20% |
| (4) | 20%以上 |
| | |
| (3) | 28.下列何者是人工乾燥的缺點? (工作項目04:材料之識別033) |
| (1) | 腐朽 |
| (2) | 節痕 |
| * | (3) | 蜂巢裂 |
| (4) | 蟲孔 |
| | |
| (3) | 29.用木纖維或其他植物纖維製成的是 (工作項目04:材料之識別035) |
| (1) | 粒片板 |
| (2) | 合板 |
| * | (3) | 纖維板 |
| (4) | 木心板 |
| | |
| (2) | 30.木材年輪較為明顯者為 (工作項目04:材料之識別044) |
| (1) | 闊葉樹種 |
| * | (2) | 針葉樹種 |
| (3) | 比重大的樹種 |
| (4) | 與樹種無關 |
| | |
| (1) | 31.木材纖維組織中最先擴散的是 (工作項目04:材料之識別046) |
| * | (1) | 細胞腔中之自由水 |
| (2) | 細胞壁之結合水 |
| (3) | 兩種一起 |
| (4) | 樹液 |
| | |
| (3) | 32.合板之長、寬方向強度相等的原因,下列何者正確? (工作項目04:材料之識別053) |
| (1) | 合板由單板層疊而成 |
| (2) | 合板層數為奇數 |
| * | (3) | 各單板木理方向成直角相交拼成 |
| (4) | 合板上膠 |
| | |
| (1) | 33.使用蒸氣乾燥窯乾燥木材時,初期要採取何種方式進行? (工作項目04:材料之識別058) |
| * | (1) | 高濕低溫 |
| (2) | 高濕高溫 |
| (3) | 低濕高溫 |
| (4) | 低濕低溫 |
| | |
| (3) | 34.下列哪種木材的硬度最高? (工作項目04:材料之識別062) |
| (1) | 杉木 |
| (2) | 雲杉 |
| * | (3) | 石櫧 |
| (4) | 紅檜 |
| | |
| (2) | 35.木材材積單位 B.F.,表示材積為 (工作項目04:材料之識別068) |
| (1) | 台才 |
| * | (2) | 板呎 |
| (3) | 日才 |
| (4) | 立方公尺 |
| | |
| (3) | 36.下列何種手工具不能研磨 (工作項目05:手工具之使用與研磨013) |
| (1) | 鑿刀 |
| (2) | 鉋刀 |
| * | (3) | 玻璃割刀 |
| (4) | 薄片切刀 |
| | |
| (3) | 37.溝鉋的割刀其刀刃 (工作項目05:手工具之使用與研磨020) |
| (1) | 與鉋刀齊正 |
| (2) | 略縮於鉋刀刀刃 |
| * | (3) | 略突於鉋刀刀刃 |
| (4) | 與鉋台齊平 |
| | |
| (4) | 38.手工鋸榫頭時應 (工作項目05:手工具之使用與研磨021) |
| (1) | 上寬下窄 |
| (2) | 下寬上窄 |
| (3) | 線內平直 |
| * | (4) | 線外平直 |
| | |
| (2) | 39.對於切削工具,下列敘述何者為正確? (工作項目05:手工具之使用與研磨023) |
| (1) | 鉋硬木材之刀刃角要小些 |
| * | (2) | 鉋軟木材之刀刃角約為 20°~25° |
| (3) | 鉋削量較薄時撕裂較深 |
| (4) | 增大切削角較為省力 |
| | |
| (2) | 40.修整手工鉋刀檯面最好是使用 (工作項目05:手工具之使用與研磨025) |
| (1) | 砂盤機 |
| * | (2) | 刮鉋 |
| (3) | 手壓鉋機 |
| (4) | 平鉋機 |
| | |
| (2) | 41.運轉中之平鉋機,如有材料停滯現象時,要 (工作項目05:手工具之使用與研磨032) |
| (1) | 低下頭察看 |
| * | (2) | 推一下材料試試 |
| (3) | 停車檢查 |
| (4) | 降低進料檯面 |
| | |
| (3) | 42.使用框鋸的正確方法為 (工作項目05:手工具之使用與研磨033) |
| (1) | 雙手握持操作 |
| (2) | 拉時用力 |
| * | (3) | 推時用力 |
| (4) | 推拉皆須用力 |
| | |
| (4) | 43.用於鑽深孔的鑽頭是用 (工作項目05:手工具之使用與研磨040) |
| (1) | 擴孔鑽頭 |
| (2) | 沉孔鑽頭 |
| (3) | 麻花鑽頭 |
| * | (4) | 長桿鑽頭 |
| | |
| (2) | 44.正確的手鉋,刀刃必須保持 (工作項目05:手工具之使用與研磨047) |
| (1) | 絕對平直 |
| * | (2) | 平直,兩端略帶圓弧形 |
| (3) | 凹形 |
| (4) | 凸形 |
| | |
| (2) | 45.使用手提圓鋸機時,材料較好的面應朝 (工作項目06:手提電動工具之使用004) |
| (1) | 上 |
| * | (2) | 下 |
| (3) | 左 |
| (4) | 右 |
| | |
| (4) | 46.使用氣動工具時,空氣壓力 (工作項目06:手提電動工具之使用009) |
| (1) | 儘量提高 |
| (2) | 儘量降低 |
| (3) | 高與低都無關 |
| * | (4) | 保持適當壓力 |
| | |
| (1) | 47.使用手壓鉋機鉋木料數次後,材料成下圖 之尖斜狀是因為 (工作項目07:基本木工機器之使用001) 之尖斜狀是因為 (工作項目07:基本木工機器之使用001) |
| * | (1) | 出料台略為過高 |
| (2) | 刀已鈍化 |
| (3) | 出料台太低 |
| (4) | 木料太硬了 |
| | |
| (2) | 48.鋸切薄板時應選用 (工作項目07:基本木工機器之使用005) |
| (1) | 較少齒數鋸片 |
| * | (2) | 鋸齒細密鋸片 |
| (3) | 齒張較大之鋸片 |
| (4) | 無鋸路之鋸片 |
| | |
| (1) | 49.平鉋機上方輸出滾輪之高低定位為 (工作項目07:基本木工機器之使用009) |
| * | (1) | 略低於鉋削面 0.2~0.3 ㎜ |
| (2) | 剛好與鉋削面等高 |
| (3) | 略高於鉋削面 0.2~0.3 ㎜ |
| (4) | 與鉋削面無關 |
| | |
| (4) | 50.手壓鉋機主要的功用是 (工作項目07:基本木工機器之使用010) |
| (1) | 鉋厚度 |
| (2) | 鉋寬度 |
| (3) | 鉋溝槽 |
| * | (4) | 鉋基準面及直角邊 |
| | |
| (1) | 51.使用直徑小的鑽頭,其轉速應 (工作項目07:基本木工機器之使用013) |
| * | (1) | 高 |
| (2) | 低 |
| (3) | 無關 |
| (4) | 高低皆可 |
| | |
| (3) | 52.平鉋機的滾軸,那一個呈齒輪狀? (工作項目07:基本木工機器之使用024) |
| (1) | 上出料滾軸 |
| (2) | 下出料滾軸 |
| * | (3) | 上進料滾軸 |
| (4) | 下進料滾軸 |
| | |
| (1) | 53.下列哪一項工作,較不適合使用手壓鉋機? (工作項目07:基本木工機器之使用026) |
| * | (1) | 鉋出均厚的板料 |
| (2) | 鉋板側 |
| (3) | 鉋基準面 |
| (4) | 鉋斜邊 |
| | |
| (1) | 54.橫切圓鋸機或懸臂鋸機在鋸切材料時其鋸齒的切削方向 (工作項目07:基本木工機器之使用030) |
| * | (1) | 由上往下鋸 |
| (2) | 由下往上鋸 |
| (3) | 由右向前鋸 |
| (4) | 由左向右鋸 |
| | |
| (1) | 55.當我們在普通圓鋸機上鋸切美術合板時,無論鋸喉板間隙如何,必須把美好的一面 (工作項目07:基本木工機器之使用031) |
| * | (1) | 朝上 |
| (2) | 朝下 |
| (3) | 朝上或朝下均可 |
| (4) | 與材面無關 |
| | |
| (2) | 56.製材所用的木工機械一般常使用 (工作項目07:基本木工機器之使用033) |
| (1) | 線鋸機 |
| * | (2) | 帶鋸機 |
| (3) | 立軸機 |
| (4) | 平鉋機 |
| | |
| (3) | 57.用帶鋸機鋸切時,下列那項因素和鋸切弧度無關? (工作項目07:基本木工機器之使用042) |
| (1) | 鋸路大小 |
| (2) | 鋸條寬窄 |
| * | (3) | 鋸齒粗細 |
| (4) | 鋸條的鬆緊度 |
| | |
| (2) | 58.在圓鋸機上裝不同直徑的鋸片,兩者的切削速度 (工作項目07:基本木工機器之使用046) |
| (1) | 不變 |
| * | (2) | 大鋸片的切削速度較大 |
| (3) | 小鋸片的切削速度較大 |
| (4) | 與鋸片大小無關 |
| | |
| (2) | 59.車製木材圓棒,割削法較刮削法 (工作項目07:基本木工機器之使用048) |
| (1) | 粗糙 |
| * | (2) | 光滑 |
| (3) | 慢 |
| (4) | 費力 |
| | |
| (2) | 60.用手壓鉋機鉋削材料的厚度,要如何調整? (工作項目07:基本木工機器之使用057) |
| (1) | 調整出料台 |
| * | (2) | 調整進料台 |
| (3) | 調整導板 |
| (4) | 調整鉋刀 |
| | |
| (4) | 61.木工高速切削工具,刀刃材質以下列何者較佳 (工作項目07:基本木工機器之使用060) |
| (1) | 高速鋼 |
| (2) | 高碳鋼 |
| (3) | 中碳鋼 |
| * | (4) | 碳化鎢 |
| | |
| (4) | 62.下列何種工作,立軸機無法達成? (工作項目07:基本木工機器之使用063) |
| (1) | 鉋斜邊 |
| (2) | 鉋直邊 |
| (3) | 鉋曲面 |
| * | (4) | 挖中空面 |
| | |
| (2) | 63.一般圓鋸片的中心孔直徑是 (工作項目07:基本木工機器之使用064) |
| (1) | 1 寸 |
| * | (2) | 1 吋 |
| (3) | 0.8 吋 |
| (4) | 1.2 寸 |
| | |
| (1) | 64.線鋸機在家具製作上最主要的用途是 (工作項目07:基本木工機器之使用067) |
| * | (1) | 鋸切彎曲工作物 |
| (2) | 鋸切榫頭 |
| (3) | 橫切木料 |
| (4) | 鋸切斜度 |
| | |
| (2) | 65.當砂輪機的磨輪逐漸變小之後,其研磨周速將 (工作項目07:基本木工機器之使用068) |
| (1) | 變大 |
| * | (2) | 變小 |
| (3) | 一樣不變 |
| (4) | 與轉速無關 |
| | |
| (1) | 66.起動空氣壓縮機之前,最重要的檢查項目是 (工作項目07:基本木工機器之使用087) |
| * | (1) | 機油量是否充足 |
| (2) | 皮帶的鬆緊度 |
| (3) | 壓力錶上之數字 |
| (4) | 開關 |
| | |
| (3) | 67.木螺釘的規格如為 1"#7,#7 表示 (工作項目08:接合001) |
| (1) | 釘長 |
| (2) | 螺距 |
| * | (3) | 螺桿直徑 |
| (4) | 所用材質 |
| | |
| (4) | 68.木釘表面有細溝槽的主要功能為 (工作項目08:接合002) |
| (1) | 增加摩擦 |
| (2) | 使空氣不會逸出 |
| (3) | 防止收縮 |
| * | (4) | 增加膠合強度 |
| | |
| (4) | 69.鋸榫頭時應 (工作項目08:接合007) |
| (1) | 上寬下窄 |
| (2) | 下寬上窄 |
| (3) | 線內平直 |
| * | (4) | 線外平直 |
| | |
| (4) | 70.木材之膠合面與膠合的效果有關,最理想的是 (工作項目08:接合017) |
| (1) | 波浪狀 |
| (2) | 光滑 |
| (3) | 要有刮痕 |
| * | (4) | 平直 |
| | |
| (3) | 71.鉋溝嵌入板子在組合工作時 (工作項目08:接合025) |
| (1) | 溝槽要上膠 |
| (2) | 板子上膠 |
| * | (3) | 溝槽不必上膠 |
| (4) | 增加佈膠量 |
| | |
| (1) | 72.最適合於盒接榫的是下列何者? (工作項目08:接合026) |
| * | (1) | 鳩尾榫 |
| (2) | 斜插榫 |
| (3) | 門溝榫 |
| (4) | 三缺榫 |
| | |
| (2) | 73.那一種膠可藉硬化劑控制硬化時間 (工作項目08:接合032) |
| (1) | 白膠 |
| * | (2) | 尿素膠 |
| (3) | 黃色強力膠 |
| (4) | 熱溶膠 |
| | |
| (2) | 74.在無壓床加壓的情況下,在木面貼飾美耐板,以用那一種膠最方便? (工作項目08:接合039) |
| (1) | 白膠 |
| * | (2) | 強力膠 |
| (3) | 尿素膠 |
| (4) | 瞬間膠 |
| | |
| (4) | 75.下列何者不是塗膜下垂的原因 (工作項目09:塗裝001) |
| (1) | 黏度過低 |
| (2) | 塗膜過厚 |
| (3) | 噴槍與工作物距離太近 |
| * | (4) | 塗裝環境濕度過高 |
| | |
| (4) | 76.下列何者不是塗膜桔皮皺的原因 (工作項目09:塗裝003) |
| (1) | 黏度過高 |
| (2) | 溶劑使用不當 |
| (3) | 溫度太高 |
| * | (4) | 黏度過低 |
| | |
| (1) | 77.塗裝時,產生白化現象的主因是 (工作項目09:塗裝025) |
| * | (1) | 空氣太潮濕 |
| (2) | 空氣太乾燥 |
| (3) | 氣溫太高 |
| (4) | 稀釋劑揮發得太慢 |
| | |
| (3) | 78.(本題刪題)噴漆時,產生桔皮紋的原因為 (工作項目09:塗裝026) |
| (1) | 噴槍距離過近 |
| (2) | 塗料粘度太低 |
| * | (3) | 塗料粘度太高 |
| (4) | 空氣濕度太高 |
| | |
| (2) | 79.下列那種塗料最適合木質地板的透明塗裝? (工作項目09:塗裝028) |
| (1) | 清噴漆 |
| * | (2) | 優力但塗料 |
| (3) | 調合漆 |
| (4) | 洋干漆 |
| | |
| (1) | 80.膠固木面,防止材料吐油的塗料俗稱 (工作項目09:塗裝030) |
| * | (1) | 一度底漆 |
| (2) | 二度底漆 |
| (3) | 填眼漆 |
| (4) | 面漆 |
| | |

